

Поломка концевых фрез и преждевременный износ не только являются дорогостоящими, но и снижают производительность. Время, затрачиваемое на поиск, установку и калибровку новых инструментов, отнимает время, которое могло бы быть потрачено на обработку металла. К счастью, лучшие практики для повышения производительности и качества работы также продлевают срок службы инструмента. OK-NA.RU предлагает несколько идей, позволяющих продлить срок службы ваших концевых фрез:
Скорость подачи и вращения чпу фрез

Любое обсуждение правильной операции фрезерования должно начинаться со скорости резания и скорости подачи. Эти две переменные наиболее сильно определяют конечный результат. Правильная скорость и подача, в значительной степени, будут определять толщину снимаемой стружки. Для каждого рабочего материала и конструкции концевой фрезы чпу существует узкий диапазон скорости вращения для достижения максимальной эффективности. Даже если вы работаете на идеальной скорости шпинделя, слишком быстрая подача сломает фрезу. Если скорость вращения шпинделя не достаточна, то изначально правильная скорость подачи также не годится. Слишком высокая скорость работы фрезы или пильного диска генерирует достаточно тепла, чтобы сделать материал фрезы мягким, вызывая его затупление и износ с гораздо большей скоростью.
Покрытия для концевой фрезы
 Покрытия дают фрезам твердую оболочку, которая защищает режущие кромки и во многих случаях позволяет им выдерживать высокие температуры, возникающие при обработке твердых материалов. Покрытия, изготовленные из нитрида титана (TiN), обеспечивают универсальную защиту от износа быстрорежущих сталей (HSS) и твердосплавных концевых фрез. Покрытия, которые содержат углерод (TiCN), позволяют твердосплавным концевым фрезам работать почти вдвое быстрее, чем их непокрытые аналоги без чрезмерного износа из-за избыточного тепла. Даже на фрезах HSS покрытие замедляет износ до тех пор, пока подача и скорость не создают чрезмерного нагрева. Покрытия с алюминием (TiAlN) могут отводить тепло, генерируемое очень высокими скоростями вращения и подачи, необходимыми для фрезерования жаропрочных сплавов, чугуна, стальных сплавов и термообработанных материалов.
Покрытия дают фрезам твердую оболочку, которая защищает режущие кромки и во многих случаях позволяет им выдерживать высокие температуры, возникающие при обработке твердых материалов. Покрытия, изготовленные из нитрида титана (TiN), обеспечивают универсальную защиту от износа быстрорежущих сталей (HSS) и твердосплавных концевых фрез. Покрытия, которые содержат углерод (TiCN), позволяют твердосплавным концевым фрезам работать почти вдвое быстрее, чем их непокрытые аналоги без чрезмерного износа из-за избыточного тепла. Даже на фрезах HSS покрытие замедляет износ до тех пор, пока подача и скорость не создают чрезмерного нагрева. Покрытия с алюминием (TiAlN) могут отводить тепло, генерируемое очень высокими скоростями вращения и подачи, необходимыми для фрезерования жаропрочных сплавов, чугуна, стальных сплавов и термообработанных материалов.
Изгиб фрезы при фрезеровки алюминия
 Попытка резать слишком много материала на слишком высокой скорости вращения или скорости подачи может привести к изгибу фрезы, что вдвое увеличивает нагрузку на концевые фрезы. Во-первых, прогиб заставляет фрезу изгибаться. Постоянное сгибание и расслабление вдоль флюта ослабляет фрезу. Во-вторых, если фреза изгибается, когда она находится внутри реза, режущие грани могут слишком глубоко врезаться в заготовку, фактически снимая больше материала, чем необходимо. Результирующая нагрузка может привести к поломке фрезы или вызвать нарастание и / или повторный отвод стружки, что приводит к преждевременному износу. Избегайти изгиба инструмента, работая на правильной скорости и скорости подачи и используя самую жесткую фрезу - самую короткую и самую широкую фрезу, которая выполнит работу. Часто изгибание фрезы при фрезеровке вызваны износом копировально - фрезерного станка, шпинделя, цанги или зажимного элемента в оборудование. Если вы используете достаточно изношенный станок, то купите запчасти и сделайте ремонт станка и обязательно воспользуйтесь индикатором для определения биений на полном вылете фрезы в оборудовании. Жесткость используемого станка крайне важна для длительности работы фрезы. Также вы можете сократить эффективную длину инструмента, установив хвостовик чуть ниже того места, где начинаются канавки, при этом сохраняя зазор.
Попытка резать слишком много материала на слишком высокой скорости вращения или скорости подачи может привести к изгибу фрезы, что вдвое увеличивает нагрузку на концевые фрезы. Во-первых, прогиб заставляет фрезу изгибаться. Постоянное сгибание и расслабление вдоль флюта ослабляет фрезу. Во-вторых, если фреза изгибается, когда она находится внутри реза, режущие грани могут слишком глубоко врезаться в заготовку, фактически снимая больше материала, чем необходимо. Результирующая нагрузка может привести к поломке фрезы или вызвать нарастание и / или повторный отвод стружки, что приводит к преждевременному износу. Избегайти изгиба инструмента, работая на правильной скорости и скорости подачи и используя самую жесткую фрезу - самую короткую и самую широкую фрезу, которая выполнит работу. Часто изгибание фрезы при фрезеровке вызваны износом копировально - фрезерного станка, шпинделя, цанги или зажимного элемента в оборудование. Если вы используете достаточно изношенный станок, то купите запчасти и сделайте ремонт станка и обязательно воспользуйтесь индикатором для определения биений на полном вылете фрезы в оборудовании. Жесткость используемого станка крайне важна для длительности работы фрезы. Также вы можете сократить эффективную длину инструмента, установив хвостовик чуть ниже того места, где начинаются канавки, при этом сохраняя зазор.
Отвод стружки у фрезы
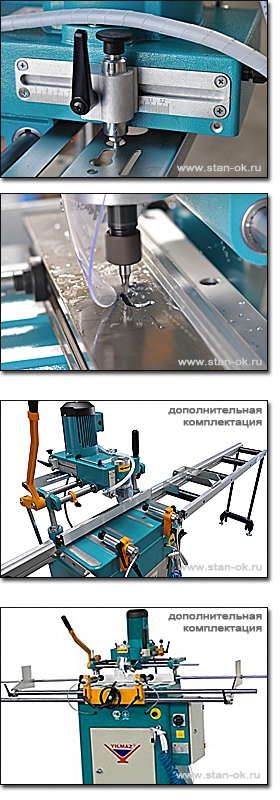
Как упомянуто выше, отвод стружки из зоны резания является основной проблемой производительности концевых фрез, чистоты поверхности и особенно снижения износа инструмента. Стружка поглощает много тепла в процессе резки, и мы знаем, что тепло - злейший враг концевой фрезы. Тепло также способствует к налипанию алюминия к ЧПУ фрезам. Так как алюминиевая стружка налипает к кромкам инструмента, то поломка фрез - это только вопрос времени. Большинство фрез для обработки алюминия двух или трех заходные, меньшее количество заходов означает более широкие канавки для отвода стружки и большая проходимость стружки, которая выталкивается из прорезей с каждым оборотом фрезы. Другой способ предотвратить налипание стружки - использование охлаждающей жидкости СОЖ. Поток охлаждающей жидкости не только снижает температуру стружки ниже критической точки, но и помогает ее смыть. При использовании фрез с покрытием для очистки от стружки обычно достаточно туманообразующей охлаждающей жидкости и воздушной струи.
Поломка концевых фрез и преждевременный износ не только являются дорогостоящими, но и снижают производительность. Время, затрачиваемое на поиск, установку и калибровку новых инструментов, отнимает время, которое могло бы быть потрачено на обработку металла. К счастью, лучшие практики для повышения производительности и качества работы также продлевают срок службы инструмента. OK-NA.RU предлагает несколько идей, позволяющих продлить срок службы ваших концевых фрез:
Скорость подачи и вращения чпу фрез
Любое обсуждение правильной операции фрезерования должно начинаться со скорости резания и скорости подачи. Эти две переменные наиболее сильно определяют конечный результат. Правильная скорость и подача, в значительной степени, будут определять толщину снимаемой стружки. Для каждого рабочего материала и конструкции концевой фрезы чпу существует узкий диапазон скорости вращения для достижения максимальной эффективности. Даже если вы работаете на идеальной скорости шпинделя, слишком быстрая подача сломает фрезу. Если скорость вращения шпинделя не достаточна, то изначально правильная скорость подачи также не годится. Слишком высокая скорость работы фрезы или пильного диска генерирует достаточно тепла, чтобы сделать материал фрезы мягким, вызывая его затупление и износ с гораздо большей скоростью.
Покрытия для концевой фрезы
Покрытия дают фрезам твердую оболочку, которая защищает режущие кромки и во многих случаях позволяет им выдерживать высокие температуры, возникающие при обработке твердых материалов. Покрытия, изготовленные из нитрида титана (TiN), обеспечивают универсальную защиту от износа быстрорежущих сталей (HSS) и твердосплавных концевых фрез. Покрытия, которые содержат углерод (TiCN), позволяют твердосплавным концевым фрезам работать почти вдвое быстрее, чем их непокрытые аналоги без чрезмерного износа из-за избыточного тепла. Даже на фрезах HSS покрытие замедляет износ до тех пор, пока подача и скорость не создают чрезмерного нагрева. Покрытия с алюминием (TiAlN) могут отводить тепло, генерируемое очень высокими скоростями вращения и подачи, необходимыми для фрезерования жаропрочных сплавов, чугуна, стальных сплавов и термообработанных материалов.
Изгиб фрезы при фрезеровки алюминия
Попытка резать слишком много материала на слишком высокой скорости вращения или скорости подачи может привести к изгибу фрезы, что вдвое увеличивает нагрузку на концевые фрезы. Во-первых, прогиб заставляет фрезу изгибаться. Постоянное сгибание и расслабление вдоль флюта ослабляет фрезу. Во-вторых, если фреза изгибается, когда она находится внутри реза, режущие грани могут слишком глубоко врезаться в заготовку, фактически снимая больше материала, чем необходимо. Результирующая нагрузка может привести к поломке фрезы или вызвать нарастание и / или повторный отвод стружки, что приводит к преждевременному износу. Избегайти изгиба инструмента, работая на правильной скорости и скорости подачи и используя самую жесткую фрезу - самую короткую и самую широкую фрезу, которая выполнит работу. Часто изгибание фрезы при фрезеровке вызваны износом копировально - фрезерного станка, шпинделя, цанги или зажимного элемента в оборудование. Если вы используете достаточно изношенный станок, то купите запчасти и сделайте ремонт станка и обязательно воспользуйтесь индикатором для определения биений на полном вылете фрезы в оборудовании. Жесткость используемого станка крайне важна для длительности работы фрезы. Также вы можете сократить эффективную длину инструмента, установив хвостовик чуть ниже того места, где начинаются канавки, при этом сохраняя зазор.
Отвод стружки у фрезы
Как упомянуто выше, отвод стружки из зоны резания является основной проблемой производительности концевых фрез, чистоты поверхности и особенно снижения износа инструмента. Стружка поглощает много тепла в процессе резки, и мы знаем, что тепло - злейший враг концевой фрезы. Тепло также способствует к налипанию алюминия к ЧПУ фрезам. Так как алюминиевая стружка налипает к кромкам инструмента, то поломка фрез - это только вопрос времени. Большинство фрез для обработки алюминия двух или трех заходные, меньшее количество заходов означает более широкие канавки для отвода стружки и большая проходимость стружки, которая выталкивается из прорезей с каждым оборотом фрезы. Другой способ предотвратить налипание стружки - использование охлаждающей жидкости СОЖ. Поток охлаждающей жидкости не только снижает температуру стружки ниже критической точки, но и помогает ее смыть. При использовании фрез с покрытием для очистки от стружки обычно достаточно туманообразующей охлаждающей жидкости и воздушной струи.
